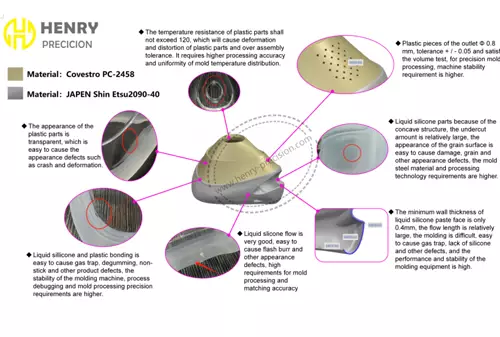


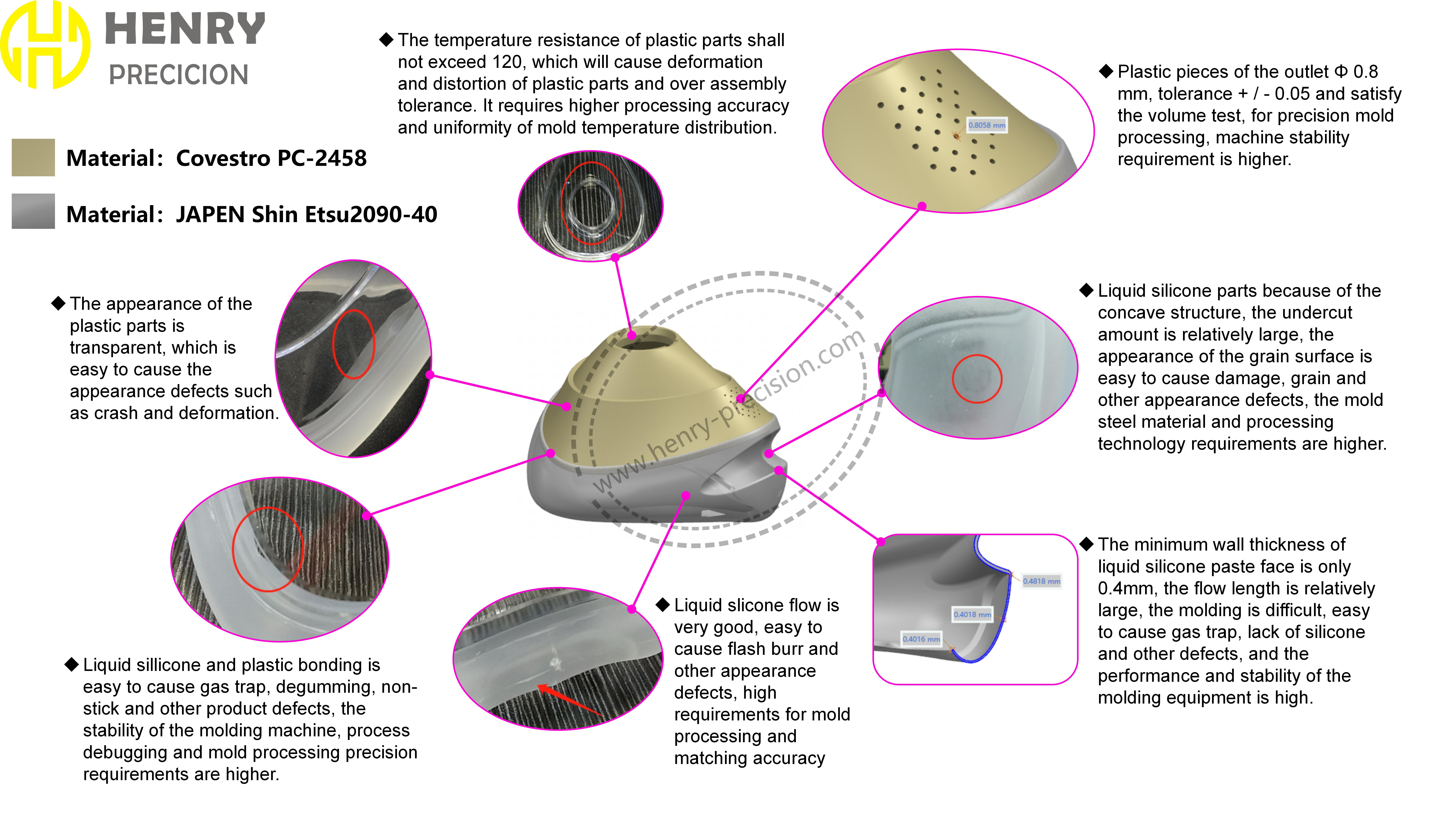
Material: covestro PC-2458
Material: JAPEN Shin Etsu2090-40
Plastic parts’ temperature resistance must not surpass 120°C to avoid deformation and twisting beyond assembly tolerances.

Transparent plastic parts are prone to appearance defects like crashes and deformations.

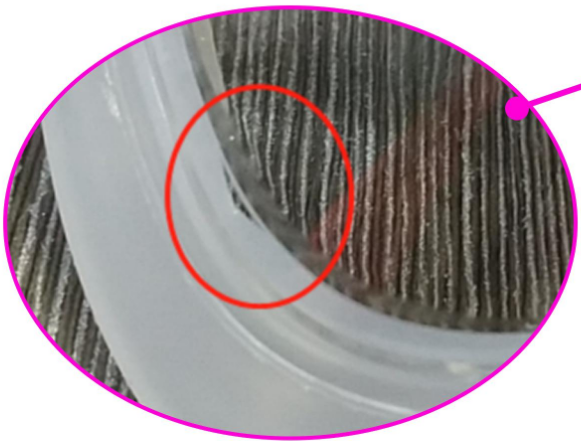
Liquid silicone-plastic bonding can cause gas traps, degumming, non-stick defects. High precision, stable molding machines, and precise process debugging are required.
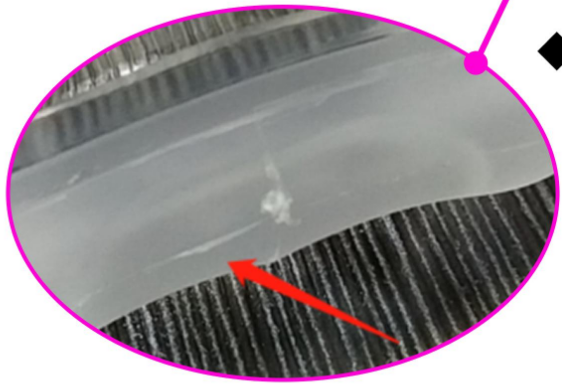
Liquid silicone flows well but prone to flash burr defects, demanding high mold processing and matching accuracy.
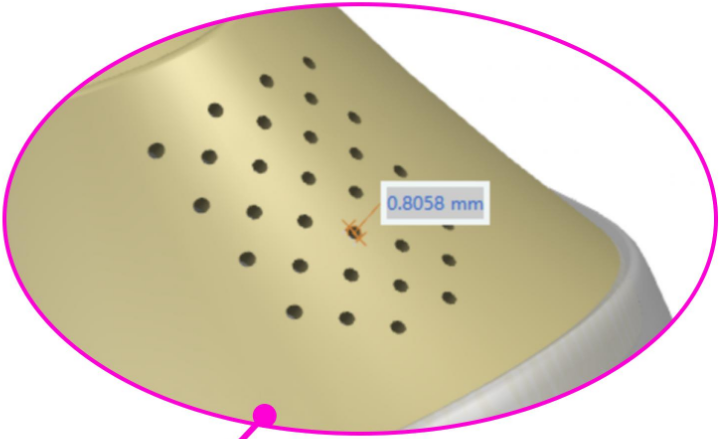
Plastic pieces with outlet Ф0.8 mm, +/-0.05 tolerance, passing volume test. High machine stability required for precision mold processing.
Liquid silicone parts with large undercuts in concave structures easily damage grain surfaces, causing grain and other defects. High mold steel material and processing technology requirements.

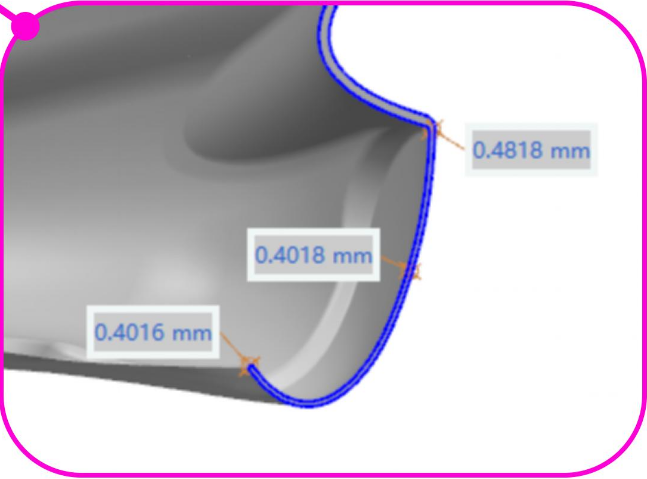
Liquid silicone paste face with 0.4 mm wall thickness, long flow length, difficult molding, prone to gas traps, silicone shortages. High performance, stability of molding equipment required.
Successful Cases/Industry Applications
Case 1: Medical grade exposure – breathing masks
Background.
Liquid silicone paste face: 0.4 mm wall, long flow, molding difficult, prone to gas traps, silicone shortages. High-performance, stable molding equipment necessary.
Issues
Issue 1: Policy and Technology
To ensure medical products meet FDA regs & aesthetics, a new material lacking structural integrity was chosen. An in-service seal repairs defects & ensures proper sealing. Bonding two materials well, free of other substances, is crucial for structural support & sealing surface.
Issue 2: Process.
- Plastic parts have a max temperature resistance of 120°C;
- Plastic parts are fully transparent and must remain intact after secondary processing;
- Plastic outlet parts with Ф0.8mm diameter, tolerance range of +/- 0.05;
- Liquid silicone parts with concave structure have large undercutting, prone to grain surface damage and appearance defects;
- Liquid silicone-plastic bonding can easily lead to air traps, degumming, non-stick issues, and other product defects.
- Liquid silicone’s high fluidity easily causes flash burrs and other appearance defects;
- Liquid silica gel paste has a min. wall thickness of 0.4mm, long flow length, molding difficulties, prone to air traps, silicon shortages, and other defects.
Henry solution
Designed from high-temp PC & LSR after material research. Both met FDA’s 3 biocompatibility items & passed necessary tests.
Inlaid PC supports product, requiring tight tolerances to avoid distortion. Mold flow through multiple gates ensures uniform part with +/- 0.05mm tolerance.
LSR molded inside PC for reliable seal. Henry’s experience led to secondary injection molding solution. Thermoplastics injected, picked by robot, sorted, placed on conveyor. Liquid injection molding robot places workpiece for overmolding, encapsulating silicone in plastic. Robot retrieves final product.
Process solution.
- Design high-precision plastic & LSE injection molds; use Fudeba non-standard mold frame with S136 mold embryo material.
- Using factory-imported CNC equipment for precision processing.
- Injection molding machine: select Nidoka for injection molding.
- Molding machine stability, professional process debugging, and high mold processing precision are ensured.
- Professional robot.
- 100,000 class dust-free workshop production.
- PC is Covestro; LSR is JAPEN Shin Etsu2090-40.
