



Liquid Silicone Rubber (LSR) injection molding has developed rapidly due to its low viscosity, easy flow, and fast curing before vulcanization. This paper introduces the injection molding process of additive liquid silicone rubber, based on research and practical applications, and briefly analyzes the impact of process parameters on LSR molded products.
1. Overview of Liquid Silicone Rubber
Liquid Silicone Rubber (LSR) is a non-toxic, heat-resistant, highly elastic thermosetting material. It is characterized by low viscosity, rapid curing, shear thinning, and a high coefficient of thermal expansion.
LSR is a bi-liquid fast vulcanizing material with platinum as the catalyst. It is suitable for injection molding, offering high volume, fast curing, and repetitive mechanical production. Products made from LSR exhibit good thermal stability, cold resistance, excellent electrical insulation, and do not produce toxic substances when burned.
Due to these properties, LSR has become an essential material in the production and design of health products, automotive parts, baby products, medical products, diving equipment, kitchen tools, and seals.
2. Injection Molding of Liquid Silicone Rubber
LSR injection molding uses its own low viscosity to simplify the feeding, mixing, and molding process. The material is mixed and injected into molds using special injection molding equipment. This process allows for precise automatic feeding, mixing, and injection, followed by rapid vulcanization. Injection molding has several advantages over traditional molding processes: accurate measurement, minimal material waste, low vulcanization temperature, short cycle time, reduced production costs, and high product precision. Additionally, the molding process does not produce by-products, eliminating the need for secondary vulcanization.
With the increasing application of LSR and growing product demands, injection molding technology is becoming more widely adopted for silicone rubber products. It is expected to become more competitive in replacing traditional elastomer products.
3. Injection Molding Process
The process begins by measuring and delivering the two components of liquid silicone rubber (A and B) to the mixing device. The components are fully mixed in the mixer and then injected into preheated molds. The silicone rubber is distributed evenly into the mold cavities, and the material is heated and rapidly vulcanized in the hot mold. Once vulcanization is complete, the mold opens automatically, and the molded product is ejected. The mold then closes for the next cycle. The entire molding cycle takes anywhere from a few seconds to several minutes, depending on the product size.
The entire process flow is shown in Figure 1 below [3-4].
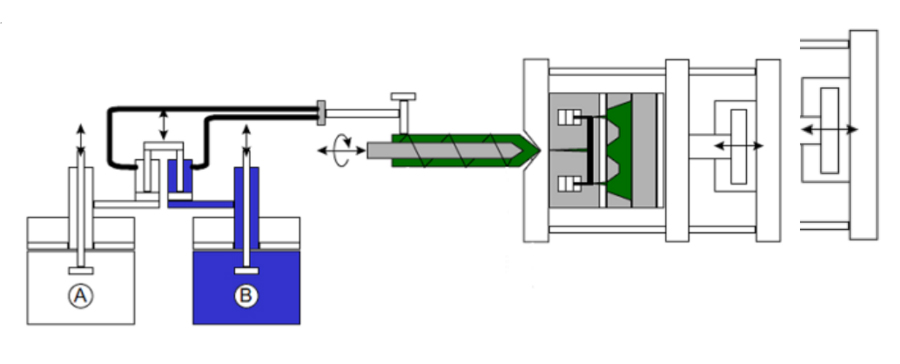
Figure 1 liquid silicone rubber injection molding process flow diagram
4. Control of Injection Process Parameters
Although LSR injection molding offers many advantages, it requires careful control of various process parameters. Improper operation can lead to poor product quality and higher material waste. The following examples illustrate the impact of process control in injection molding.
4.1 Curing Temperature
Curing temperature is one of the most sensitive parameters affecting product quality. The mold temperature can typically range from 80°C to 200°C. Lower curing temperatures result in longer curing times, which directly elongates the molding cycle and reduces productivity. Higher curing temperatures reduce molding time, which can improve productivity and reduce labor costs.
However, increasing the curing temperature also raises energy consumption, which may not result in cost savings. The optimal curing temperature generally ranges from 140°C to 180°C, balancing efficiency and energy consumption.
Figure 2 below shows the variation of molding time of XHG6120 liquid silicone rubber at different temperatures.
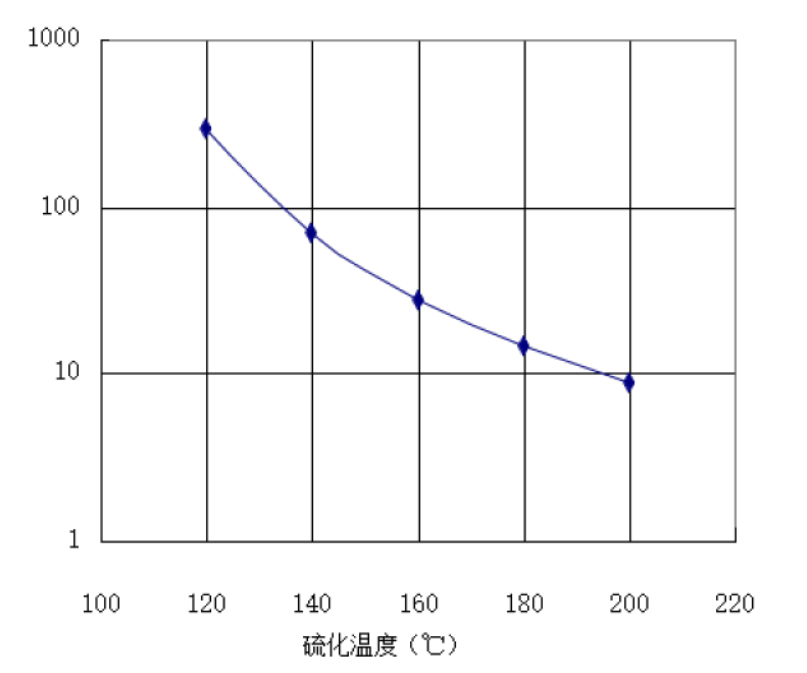
Figure 2 Vulcanization temperature vs. time of silicone rubber
4.2 Injection Conditions
At an injection temperature of 150°C, the injection pressure should range from 40 kg/cm² to 150 kg/cm² for the best results. Lower pressure may lead to incomplete injection, while higher pressure can cause air bubbles in the product, affecting its appearance. A pressure range of 30 kg/cm² to 60 kg/cm² typically yields good results, ensuring uniform distribution of the material and smooth venting.
Additionally, the injection method can influence the product’s appearance. A single injection may cause overflow edges and affect exhaust, leading to air bubbles. A two-stage injection method is often used to improve venting and yield. Multiple injections may sometimes be necessary, with lower pressure for the second and third injections.
4.3 Other Influencing Factors
In addition to curing temperature and injection pressure, other factors such as mold quality and the precision of the measuring system also affect the molded product. Poor mold processing can lead to difficulties in demolding, lower finish quality, and low molding rates. Molds should be finely refined, with smooth cavities and good exhaust design to ensure high-quality products.
Moreover, the accuracy of the metering system plays a crucial role. Low accuracy can lead to deviations in the mixing ratio, affecting curing and product performance. Imported equipment generally achieves a metering accuracy of within 1%, while domestic equipment may exceed 2%. Therefore, the metering accuracy should be carefully considered when designing the production process.
Liquid Silicone Rubber injection molding offers many advantages, primarily due to the unique characteristics of LSR itself. Mastering and applying LSR injection molding technology can produce high-quality products while saving energy and reducing waste. This technology is key to advancing the LSR molding industry and meeting growing demands for efficient, high-quality, and low-cost production.
